Passer au contenu
PAIEMENT SÉCURISÉ
LIVRAISON 48/72H FRANCE METROPOLITAINE
LIVRAISON OFFERTE DÈS 50€
Connexion
0 Article
Qui sommes-nous
Nous contacter
Rechercher:
Tous nos produits
Masques
Masques FFP
Autres masques
Gants
Gants Latex
Gants Nitrile
Hygiène
Coiffants
Couvres-chaussures
Gants de toilette
Carrés d’essuyage
Desinfection
Protection
Blouses
Tablier
Manchettes
Bavoirs
Nos kits
Autres
Accueil
/
Tous nos produits
Tous nos produits
Trier par
Commande par défaut
Trier par
Commande par défaut
Trier par
Nom
Trier par
Prix
Trier par
Date
Trier par
Popularité
Trier par
Classement
Montrer
50 produits
Montrer
50 produits
Montrer
100 produits
Montrer
150 produits
Distributeur de masques KOLMI®
39,90
€
TTC
Ajouter au panier
Détails
Gel hydroalcoolique hydratant – Format 50ML
1,89
€
TTC
Ajouter au panier
Détails
Stock épuisé
MASQUES KOLMI® OCTOBRE ROSE
4,00
€
–
4,50
€
TTC
Détails
Promo!
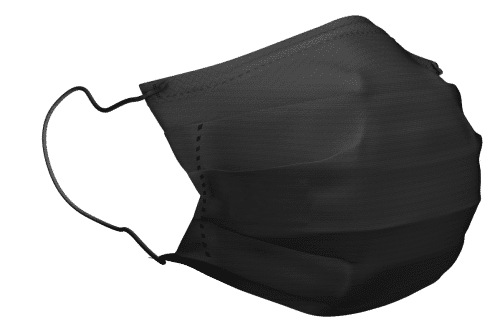
MASQUES KOLMI OP’R TYPE II NOIR A ÉLASTIQUES – Boite de 40 unités
5,60
€
2,90
€
TTC
Ajouter au panier
Détails
Promo!
MASQUE KOLMI TYPE IIR A ÉLASTIQUES – SACHET DE 25
2,95
€
2,45
€
TTC
Ajouter au panier
Détails
Promo!
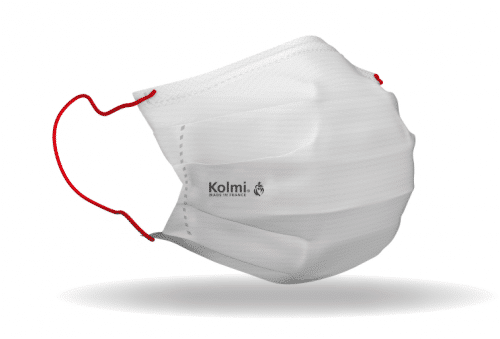
Masques FFP2 KOLMI® PETITE TAILLE – Boite de 50
28,00
€
18,00
€
TTC
Ajouter au panier
Détails
Promo!
Masques FFP2 GRANDE TAILLE – Boite de 50
28,00
€
18,00
€
TTC
Ajouter au panier
Détails
Promo!
Masque FFP2 KOLMI TAILLE M – Boite de 50 unités
28,00
€
18,00
€
TTC
Ajouter au panier
Détails
Stock épuisé
Promo!
MASQUE MÉDICAL TYPE IIR A ÉLASTIQUES AVEC VISIÈRE – Boite de 25
22,50
€
20,00
€
TTC
Détails
Promo!
Masque enfant KOLMI (5-12 ans) Motifs Memphis – Boite de 50 unités
4,00
€
3,40
€
TTC
Ajouter au panier
Détails
Promo!
Masque enfant KOLMI (5-12 ans) Motifs Dino – Boite de 50 unités
4,00
€
3,40
€
TTC
Ajouter au panier
Détails
Promo!
Masque enfant KOLMI (1-5 ans) Bleu – Boite de 50 unités
6,60
€
3,90
€
TTC
Ajouter au panier
Détails
Stock épuisé
MASQUES KOLMI® VENDEE
4,90
€
TTC
Détails
Promo!
Masque enfant KOLMI (5-12 ans) Bleu – Boite de 50 unités
6,50
€
3,90
€
TTC
Ajouter au panier
Détails
Promo!
MASQUES KOLMI OP’R TYPE IIR BLEU A ÉLASTIQUES – Boite de 50 unités
5,10
€
4,50
€
TTC
Ajouter au panier
Détails
MASQUES MEDICAL KOLMI TYPE II BLEU A LANIERES – Boite de 50 unités
9,43
€
TTC
Ajouter au panier
Détails
Promo!
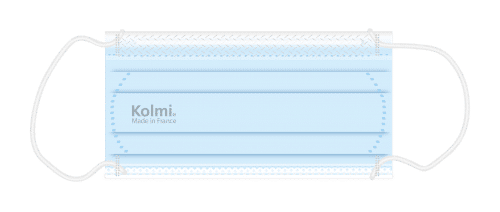
MASQUES KOLMI TYPE II BLEU A ÉLASTIQUES – Boite de 60 unités
4,20
€
3,90
€
TTC
Ajouter au panier
Détails
Promo!
MASQUES KOLMI TYPE II GEOMETRIE A ÉLASTIQUES – Boite de 60 unités
4,00
€
3,40
€
TTC
Ajouter au panier
Détails
Promo!
MASQUES KOLMI TYPE II OLIVIER A ÉLASTIQUES – Boite de 60 unités
4,00
€
3,40
€
TTC
Ajouter au panier
Détails
Lingettes Désinfectantes Extra x 1 petite boite
8,82
€
TTC
Ajouter au panier
Détails
Lingette Désinfectante Extra x 1 grande boite
11,40
€
TTC
Ajouter au panier
Détails
Stock épuisé
Gant Nitrile Medicom Sans poudre – Premium Long -Bleu – 1131N
37,87
€
TTC
Détails
Gant Nitrile Medicom Sans poudre – Noir – 1187
21,42
€
TTC
Choix des options
Détails
Gant Nitrile Medicom Sans poudre – Blanc – 1174N
17,35
€
TTC
Choix des options
Détails
Gant Nitrile Medicom Sans poudre – Bleu – 1175
18,43
€
TTC
Choix des options
Détails
GANT LATEX NATUREL SANS POUDRE – Boite de 100
11,56
€
TTC
Choix des options
Détails
Tabliers d’hygiène PE Extra Noir – Sachet de 100 unités
11,36
€
TTC
Ajouter au panier
Détails
Blouse d’isolation – Bleu – Carton de 100
105,84
€
TTC
Ajouter au panier
Détails
Stock épuisé
Combinaison PP – Carton de 25
36,42
€
TTC
Détails
Tablier hygiène PE ECO Blanc
6,63
€
TTC
Ajouter au panier
Détails
SURCHAUSSURES PP eco Blanc – Carton de 500
35,00
€
TTC
Ajouter au panier
Détails
SURCHAUSSURES PP avec semelle PE bleu – Carton de 400
66,89
€
TTC
Ajouter au panier
Détails
Champs de protection Premium BLEU – 33×45,5 cm
31,91
€
TTC
Ajouter au panier
Détails
KIT DE 3 BANDES ANTIBUEE – SANBUÉ®
7,99
€
TTC
Ajouter au panier
Détails